
Automated PCBA Test System
This relatively simple automated test equipment (ATE) example demonstrates the significant creativity and experience TCB Engineers brings to bear in realizing return on investment (ROI) expectations for automated test systems. With lifespans that can be measured in decades, the design challenge is further compounded in high reliability industries such as medical and aerospace, where post-commissioning changes are exceptions, not the norm.
Successful integrators leverage customer processes and time-proven hardware-software platforms to effectively balance these competing goals. While every project is unique, the ability to apply proven methodologies to novel design problems at appropriate scale is demonstrated with this straight-forward work product example.
The Challenge
A flow meter manufacturer needed a small, modular automated test platform for printed circuit board assembly (PCBA) programming, calibration, and acceptance test.
Success of the project would be measured by metrics including cycle time, GAGE R&R analysis of parametric data, cost-to-scale, and the ability to leverage hardware & software platforms for other products.
Software Solution
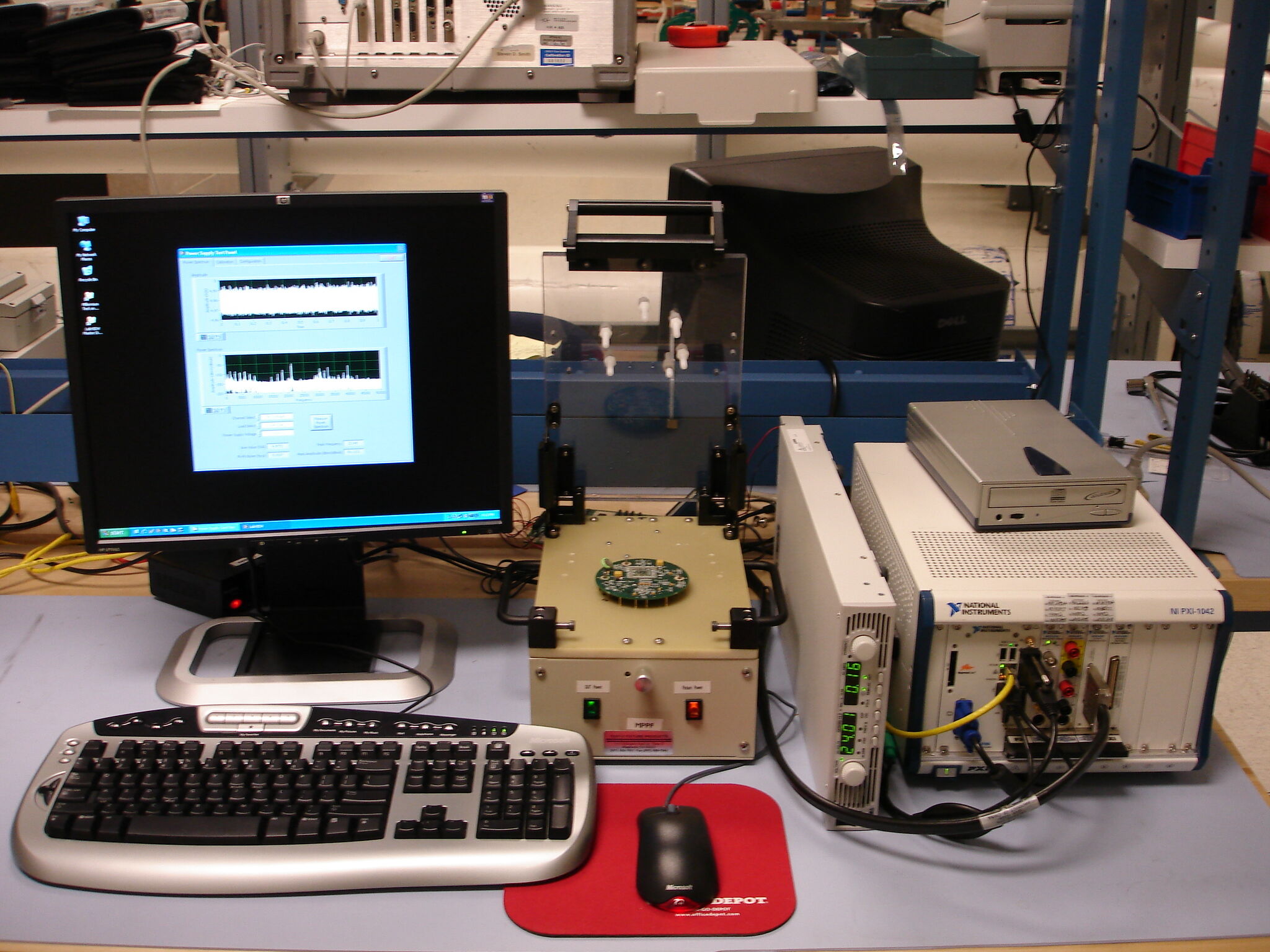
Test software was written in LabVIEW and sequenced using TestStand, which enabled a host of advanced features including reliability testing and insertion of test data into an SQL database. Leveraging these tools streamlined integration without sacrificing flexibility, allowing the customer to scale capacity as the business grows.
Hardware Solution
TCB Engineers specified a National Instruments PXI system as the basis for the test system because of the wide availability of modules, flexibility in configuration, and long support life. A semi-custom bed-of-nails fixture was specified due to its small size, modularity, and ease with which the nail arrangement could be changed. A separate fixture was developed for each PCBA to be tested and a low cost connectorized interface was designed to facilitate quick change-over. In this way, the customer achieved a reliable system that can scale as they grow.
Conclusions
The modular approach allowed our customer to leverage their test budget across multiple product lines and manufacuring tasks, while at the same time facilitating capacity growth through scalability. Over time, more than a dozen PCBA’s were implemented and a system test fixture was designed for final inspection at the assembly level. Overall cycle time was reduced by 70% compared to manual testing and first-pass yield increased by 35%, resulting in net profitability that exceeded program ROI goals.
Achieving a 'just right' balance of custom and commercial off-the-shelf (COTS) hardware/software allowed TCB Engineers to leverage advanced capabilities and maintainability on a budget. This creativity and flexibility demonstrates TCB Engineers’ unique ability to provide complete solutions to complex problems.